Warning: Invalid argument supplied for foreach() in /home/fdi/femto-dp.com/public_html/wp-content/themes/fake_tcd074/functions/menu.php on line 31
Warning: Invalid argument supplied for foreach() in /home/fdi/femto-dp.com/public_html/wp-content/themes/fake_tcd074/functions/menu.php on line 42
Industrial liquid, solution
Visualizing changes in quality control of industrial liquids, inks, paints, resist solutions, and high-concentration polymer solutions
Challenges for industrial liquids and solutions
solution
・ There is no specification other than the component specifications of product quality (at the time of shipment and at the time of receipt)
-Since MiMoi can measure the "state" of "other than the component specification", there is a possibility that a completely new and useful specification can be added to quality control by the measurement and analysis.・ By introducing MiMoi before and after shipment, it is possible to compare the data at the time of arrival with the data at the time of shipment, enabling a new acceptance inspection.
For critical failure analysis
Requests from the Semiconductor Industry Technologies and Products that Exceed Current Inspection and Analysis Technology (Molecular Identification) in Response to “Detection Sensitivity Improvement is needed”
Challenges in the semiconductor industry
solution
・ It is difficult to control quality of core solutions used in process. Example: Preventing cases in which very poor loss is caused by poor quality of photoresist material.
・ It is possible to measure “states” that cannot be measured in the past, such as very small amounts of contaminants and changes in the mixing state, by using different Spitz and cells depending on the concentration.
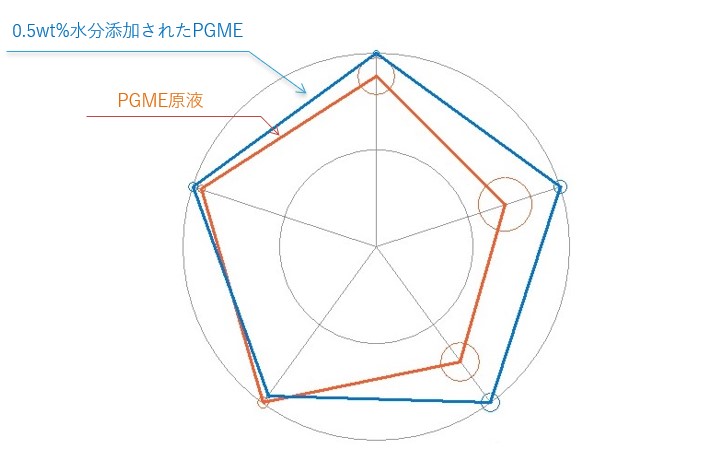
Detection of water in PGME used for resist solvent, cleaning and rinsing in semiconductor photolithographic process, resin solvent, etc.